öĄ(sh©┤)┐žø_┤▓╗∙£╩(zh©│n)▀xō±įŁät
░l(f©Ī)▓╝š▀Ż║ū┐¢|ÖC(j©®)ąĄ ░l(f©Ī)▓╝ĢrķgŻ║2014/4/1 13:16:20
ė╔ęį╔ŽĘų╬÷┐╔ų¬���Ż¼öĄ(sh©┤)┐žø_┤▓╗∙£╩(zh©│n)Ą─▀xō±ĻP(gu©Īn)ŽĄĄĮ┴Ń╝■╝ė╣żŠ½Č╚���Ż¼«a(ch©Żn)ŲĘĄ─čb┼õŠ½æ¬(y©®ng)║═ąį─▄ųĖś╦(bi©Īo)ĪŻįO(sh©©)ėŗ╗∙£╩(zh©│n)Ą─▀xō±æ¬(y©®ng)į┌«a(ch©Żn)ŲĘįO(sh©©)ėŗļAČ╬┤_Č©��Ż¼ę¬Å─│╔┼_«a(ch©Żn)ŲĘĄ─╝╝ąg(sh©┤)ųĖś╦(bi©Īo)Īóąį─▄ę¬Ū¾��Īó┴Ń▓┐╝■čb┼õĻP(gu©Īn)ŽĄĄ╚│÷░l(f©Ī)���Ż¼ĮY(ji©”)║Ž┴Ń╝■Ą─ųŲįņ║═öĄ(sh©┤)┐žø_┤▓čbūį╝║ĘĮ├┌▀xČ©�����ĪŻČ©╬╗╗∙£╩(zh©│n)����ĪóČ╚┴┐╗∙£╩(zh©│n)║═čb┼õ£╩(zh©│n)ätė╔╣ż╦ć╚╦åTį┌ųŲėå╣ż╦ćęÄ(gu©®)│╠Ģr┤_Č©�����Ż¼▓ó║Ł▀^╔·«a(ch©Żn)īŹ(sh©¬)█`▓╗öÓĖ─įņ����ĪŻČ©╬╗╗∙£╩(zh©│n)▀xō±Ą─įŁät╚ńŽ┬�ĪŻ
1.┤ų╗∙£╩(zh©│n)Ą─▀xō±
(1)╦∙▀xō±Ą─┤ų╗∙Ż║ūĪ═ū─▄▒ŻūCų„ę¬╝ė╣żĮ╗ė╔ėąūŃē“╝░Š∙ä“Ą─╝ė╣żėÓ┴┐Ż¼▀@śėėą└¹ė┌▒ŻūCų„ę¬▒ĒČ°╝ė╣żĄ─Š½Č╚║═▒Ē├µīėĄ─╬’└ĒÖC(j©®)ąĄąį─▄�ĪŻ
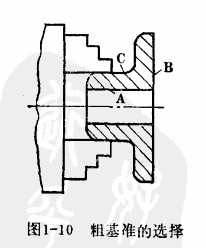
(2)╚¶╣ż╝■ėą▓╗ąĶ╝ė╣żĄ─▒Ē├µŻ¼ätæ¬(y©®ng)▀xō±ŲõĮĒ┼c╝ė╣ż▒Ē├µ ėąŽÓ╗ź╬╗ų├Š½Č╚┴čŪ¾Ą─▒Ēę“?y©żn)ķ┤ų╗∙£?zh©│n)ĪŻ╚ńłD1-10╦∙╩ŠĶTįņ┴Ń╝■���Ż¼ę¬Ū¾╝ė╣ż╝░▒Ē├µB���Ż¼ätę╦▀xō±├½├µC×ķ┤ų╗∙£╩(zh©│n)Ż¼ė├╚²ū”┐©▒P┼d│ųC╠Ä���Ż¼▀@śėŻ¼┐ū╝ė╣ż═Ļ║¾┴Ń╝■▒┌╩┬▌^Š∙ä“�ĪŻ
(3)╦∙▀xō±Ą─┤ų╗∙£╩(zh©│n)æ¬(y©®ng)▒╚▌^Ž╚ØŹŲĮš¹Ż¼▒▄═├▀xō±ėą’w▀ģ��Īó Ø▓╬Ė┐┌Ą─▒Ē├µ�����ĪŻ
(4)ę╗éĆ┤ų╗∙£╩(zh©│n)ę╗░Ńų╗─▄╩╣ė├ę╗┤╬�����Ż¼į┌ŠÜ╣żą“ųąæ¬(y©®ng)▀xō±ęč╝ė╣ż▒Ē├µū„×ķŠ½╗∙£╩(zh©│n)�����ĪŻĄ½ī”ė┌Š½Č╚Ė▀Ą─├½┼„Ż¼╚ńė╔Š½õN�ĪóŠ½ÕæĄ╚ĘĮĘ©ųŲįņĄ─├½┼„Ż¼į┌╝ė╣ż▒Ē├µŽÓ╗ź╬╗ų├Š½═źę¬Ū¾▌^Ą═Ģrę▓┐╔ųžÅ═(f©┤)╩╣ė├═¼ę╗┤ų╗∙£╩(zh©│n)���ĪŻ
2.öĄ(sh©┤)┐žø_┤▓ār╗∙£╩(zh©│n)Ą─▀xō±
(1)▀xō±Š½Č╚▌^Ė▀Ą─╝║╝ė╣ż├µ×ķŠ½╗∙£╩(zh©│n)�����ĪŻ
(2)╩╣┐▄╬╗╗∙£╩(zh©│n)┼cŲõ╦³╗∙£╩(zh©│n)(╚ńįO(sh©©)ėŗ╗∙£╩(zh©│n)����ĪóČ╚┴┐╗∙£╩(zh©│n)��Īóčb┼õ╗∙£╩(zh©│n))ųž╩│����Ż¼═©│ŻĘQų«×ķ"╗∙£╩(zh©│n)ųž║Ž"įŁätĪŻ«ö(d©Īng)Č©╬╗╗∙£╩(zh©│n)┼cšfėŗ╗∙£╩(zh©│n)▓╗ųž║Ž╚š▓┼Ģ■«a(ch©Żn)╔·Č©╬╗š`▓Ņ���ĪŻ
(3)╦∙▀xō±Ą─Š½╗∙£╩(zh©│n)æ¬(y©®ng)╩╣╣ż╝■░▓čb┐╔▐H��Ż¼į┌╝ė╣żĢr▓╗░Įę“ ŪąŽ„┴”Ą─ū„ė├Č°▀^ČÓĄžūā═«����ĪóŲ½ęŲĄ╚Ż¼æ¬(y©®ng)▒M┴┐▀x▌^┤¾Ą─╝ė╣ż├µ×ķŠ½╗∙£╩(zh©│n)�����ĪŻ
(4)╦∙▀xō±Ą─Š½╗∙╬®æ¬(y©®ng)▒M┐╔─▄į┌ÄūéĆ╣żą“ųąųžÅ═(f©┤)╩╣ė├��Ż¼╝┤Ę¹║Ž"╗∙£╩(zh©│n)═¼ę╗"įŁät���Ż¼┐╔ęįæ¬(y©®ng)├Ōę“╗∙£╩(zh©│n)▐D(zhu©Żn)ō·(d©Īn)ŲȰĦüĒš`ą▀�ĪŻ

