öĄ(sh©┤)┐žø_┤▓Ą─“×(y©żn)╩š
░l(f©Ī)▓╝š▀Ż║ū┐¢|ÖC(j©®)ąĄ ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2011/3/15 8:40:14
ī”(du©¼)ė┌ą┬┘Åų├Ą─öĄ(sh©┤)┐žįO(sh©©)éõ�Ż¼Č╝ę¬ī”(du©¼)öĄ(sh©┤)┐žčbų├ęį╝░┼cŲõ┼õ╠ūĄ─▀M(j©¼n)ĮoĪóų„▌S╦┼Ę■“ī(q©▒)äė(d©░ng)å╬į¬▀M(j©¼n)ąą░▓čb�����Īóš{(di©żo)įć╝░“×(y©żn)╩šĪŻę╗░ŃöĄ(sh©┤)┐žø_┤▓Ą─“×(y©żn)╩š┐╔░┤ęįŽ┬▓Į¾E▀M(j©¼n)ąą�ĪŻ
1ĪóÖC(j©®)┤▓ąį─▄╝░öĄ(sh©┤)┐ž╣”─▄Ą─Öz“×(y©żn)
1)ÖC(j©®)┤▓ąį─▄Ą─Öz“×(y©żn)
ÖC(j©®)┤▓ąį─▄ų„ę¬░³└©ų„▌SŽĄĮy(t©»ng)ąį─▄���Ż¼▀M(j©¼n)ĮoŽĄĮy(t©»ng)ąį─▄���Ż¼░ūäė(d©░ng)ōQĄČŽĄĮy(t©»ng)ĪóļŖÜŌčbų├�����Īó░▓╚½čbų├ĪóØÖ╗¼čbų├���ĪóÜŌę║čbų├╝░Ė„ĖĮī┘čbų├Ą╚ąį─▄��ĪŻ▓╗═¼ŅÉą═Ą─ÖC(j©®)┤▓Ą─Öz“×(y©żn)ĒŚ(xi©żng)─┐ėą╦∙▓╗═¼��ĪŻ
öĄ(sh©┤)┐žø_┤▓ąį─▄Ą─Öz“×(y©żn)┼cŲš═©ÖC(j©®)┤▓╗∙▒Šę╗śė��Ż¼ų„ę¬╩Ū═©▀^Ī░Č·┬ä─┐Č├Ī▒║═įć▀\(y©┤n)▐D(zhu©Żn)���Ż¼Öz▓ķĖ„▀\(y©┤n)äė(d©░ng)▓┐╝■╝░▌oų·čbų├į┌åóäė(d©░ng)Īó═Żų╣║═▀\(y©┤n)ąąųąėą¤o«É│���Ż¼F(xi©żn)Ž¾╝░įļ┬Ģ�����Ż¼ØÖ╗¼ŽĄĮy(t©»ng)�����Īó└õģsŽĄĮy(t©»ng)ęį╝░Ė„’L(f©źng)╔╚Ą╚╣żū„╩Ūʱš²│Ż����ĪŻ
2)öĄ(sh©┤)┐ž╣”─▄Ą─Öz“×(y©żn)
öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─╣”─▄ļS╦∙┼õÖC(j©®)┤▓ŅÉą═ėą╦∙▓╗═¼Ż¼öĄ(sh©┤)┐ž╣”─▄Ą─Öz£y(c©©)“×(y©żn)╩šę¬░┤ššÖC(j©®)┤▓┼õéõĄ─öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─šf├„Ģ°║═ėåžø║Ž═¼Ą─ęÄ(gu©®)Č©����Ż¼ė├╩ųäė(d©░ng)ĘĮ╩Į╗“ė├│╠ą“Ą─ĘĮ╩ĮÖz£y(c©©)įōÖC(j©®)┤▓æ¬(y©®ng)įōŠ▀éõĄ─ų„ę¬╣”─▄ĪŻ
öĄ(sh©┤)┐ž╣”─▄Öz“×(y©żn)žSę¬ā╚(n©©i)╚▌ėąŻ║
(1)▀\(y©┤n)äė(d©░ng)ųĖ┴Ņ╣”─▄ Öz“×(y©żn)┐ņ╦┘ęŲäė(d©░ng)ųĖ┴Ņ║═ų▒ŠĆ▓Õča(b©│)�����ĪółA╗Ī▓Õča(b©│)ųĖ┴ŅĄ─š²┤_ąį��ĪŻ
(2)£╩(zh©│n)éõųĖ┴Ņ╣”─▄ Öz“×(y©żn)ū°ś╦(bi©Īo)ŽĄ▀xō±����ĪóŲĮ├µ▀xō±�ĪóĢ║═ŻĪóĄČŠ▀ķLČ╚ča(b©│)āö��ĪóĄČŠ▀░ļÅĮča(b©│)āö��Īó┬▌ŠÓš`▓Ņča(b©│)āö��ĪóĘ┤Ž“墎Čča(b©│)āö����ĪóńRŽ±╣”─▄����Īó░ūäė(d©░ng)╝ė£p╦┘�����Īó╣╠ȩ裣h(hu©ón)╝░ė├æ¶║Ļ│╠ą“Ą╚ųĖ┴ŅĄ─£╩(zh©│n)┤_ąį����ĪŻ
(3)▓┘ū„╣”─▄ Öz“×(y©żn)═¼įŁ³c(di©Żn)Īóå╬│╠ą“Č╬�����Īó│╠ą“Č╬╠°ūx��Īóų„▌S║═▀M(j©¼n)Įo▒Č┬╩š{(di©żo)š¹�Īó▀M(j©¼n)Įo▒Ż│ųĪóŠo╝▒═Żų╣��Īóų„▌S║═└õģsę║Ą─Ųäė(d©░ng)║══Żų╣Ą╚╣”─▄Ą─£╩(zh©│n)┤_ąį�����ĪŻ
(4) CRT’@’@╩Š╣”─▄ Öz“×(y©żn)╬╗ų├’@╩ŠĪó│╠ą“’@╩Š����ĪóĖ„▓╦å╬’@╩Šęį╝░ŠÄ▌ŗą▐Ė─Ą╚╣”─▄Ą─£╩(zh©│n)┤_ąįĪŻ
öĄ(sh©┤)┐ž╣”─▄Öz“×(y©żn)Ą─ūŅ║├▐kĘ©╩Ū░ū╝║ŠÄę╗éĆ(g©©)┐╝ÖC(j©®)│╠ą“��Ż¼ūīÖC(j©®)┤▓į┌┐š▌dŽ┬▀B└m(x©┤)ūįäė(d©░ng)▀\(y©┤n)ąą16h╗“32h�����Ī���Ż┐╝ÖC(j©®)│╠ą“┐╔░³└©ęįŽ┬ā╚(n©©i)╚▌Ż║
(1)ų„▌S▐D(zhu©Żn)äė(d©░ng)ę¬░³└©ś╦(bi©Īo)ĘQĄ─ūŅĄ═�Īóųąķg║═ūŅĖ▀▐D(zhu©Żn)╦┘į┌ā╚(n©©i)Ą─╬ÕĘNęį╔Ž╦┘Č╚Ą─š²▐D(zhu©Żn)�ĪóĘ┤▐D(zhu©Żn)╝░═Żų╣▀\(y©┤n)ąą�����ĪŻ
(2)Ė„ū°ś╦(bi©Īo)▀\(y©┤n)äė(d©░ng)ę¬░³└©ś╦(bi©Īo)ĘQĄ─ūŅĄ═���Īóųąķg║═ūŅĖ▀▀M(j©¼n)Įo╦┘Č╚╝░┐ņ╦┘ęŲäė(d©░ng)��Ż¼▀M(j©¼n)ĮoęŲäė(d©░ng)ĘČć·æ¬(y©®ng)ĮėĮ³╚½ąą│╠�����Ż¼┐ņ╦┘ęŲäė(d©░ng)ŠÓļxæ¬(y©®ng)į┌Ė„ū°ś╦(bi©Īo)▌SĄ─╚½ąą│╠Ą─1/2ęįā╚(n©©i)�ĪŻ
(3) ę╗░Ńūįäė(d©░ng)╝ė╣ż╦∙ė├Ą─ę╗ą®╣”─▄║═┤·┤aę¬▒M┴┐ė├ĄĮĪŻ
(4)ūįäė(d©░ng)ōQĄČėąæ¬(y©®ng)ų┴╔┘Į╗ōQĄČÄņųą╚²Ęųų«ę╗ęį╔ŽĄ─ĄČ╠¢(h©żo)�����Ż¼Č°ŪęČ╝ę¬čb╔Žųž┴┐į┌ųąĄ╚ęį╔ŽĄ─ĄČ▒·▀M(j©¼n)ąąīŹ(sh©¬)ļHĮ╗ōQ���ĪŻ
(5)▒žĒÜ╩╣ė├Ą─╠ž╩Ō╣”─▄�Ż¼╚ń£y(c©©)┴┐╣”─▄���ĪóAPCĮ╗ōQ║═ė├æ¶║Ļ│╠ą“Ą╚���ĪŻ
ė├┐╝ÖC(j©®)│╠ą“▀B└m(x©┤)▀\(y©┤n)ąąŻ¼Öz▓ķÖC(j©®)┤▓Ė„ĒŚ(xi©żng)▀\(y©┤n)äė(d©░ng)���Īóäė(d©░ng)ū„Ą─ŲĮĘĆ(w©¦n)ąį║═┐╔┐┐ąį���Ż¼▓óŪęę¬ÅŖ(qi©óng)š{(di©żo)į┌ęÄ(gu©®)Č©Ģr(sh©¬)ķgā╚(n©©i)▓╗į╩įS│÷╣╩šŽ��Ż¼Ę±ätæ¬(y©®ng)į┌ą▐└Ē║¾ųžą┬ķ_╩╝ęÄ(gu©®)Č©Ģr(sh©¬)å¢┐╝║╦�Ż¼▓╗į╩įSĘųČ╬▀M(j©¼n)ąą└█ėŗ(j©¼)ĄĮęÄ(gu©®)Č©▀\(y©┤n)ąąĢr(sh©¬)ķg�����ĪŻ
2��ĪóÖC(j©®)┤▓Š½Č╚Ą─“×(y©żn)╩š
ÖC(j©®)┤▓Š½Č╚“×(y©żn)╩š╣żū„╩Ūį┌ÖC(j©®)┤▓░▓čbš{(di©żo)įć║├║¾▀M(j©¼n)ąą��ĪŻÖz£y(c©©)ā╚(n©©i)╚▌ų„ę¬░³└©Äū║╬Š½Č╚�����ĪóČ©╬╗Š½Č╚║═ŪąŽ„Š½Č╚���ĪŻ
2.1ÖC(j©®)┤▓Äū║╬Š½Č╚Ą─Öz“×(y©żn)
öĄ(sh©┤)┐žø_┤▓Ą─Äū║╬Š½Č╚╩ŪŠC║ŽĘ┤ė│įōÖC(j©®)┤▓Ą─Ė„ĻP(gu©Īn)µI┴Ń▓┐╝■╝░ŲõĮMčb║¾Ą─Äū║╬ą╬ĀŅš`▓Ņ�ĪŻ
─┐Ū░ć°ā╚(n©©i)Öz£y(c©©)ÖC(j©®)┤▓Äū║╬Š½Č╚Ą─│Żė├Öz£y(c©©)╣żŠ▀ėąŠ½├▄╦«ŲĮāx����ĪóŠ½├▄ĘĮŽõ���Īóų▒ĮŪ│▀��ĪóŲĮ│▀��ĪóŲĮąą╣Ō╣▄���ĪóŪ¦Ęų▒Ē����Īó£y(c©©)╬óāx����ĪóĖ▀Š½Č╚Öz“×(y©żn)░¶Ą╚ĪŻÖz£y(c©©)╣żŠ▀Ą─Š½Č╚▒žĒÜ▒╚╦∙£y(c©©)Ą─Äū║╬Š½Č╚Ė▀ę╗éĆ(g©©)Ą╚╝ē(j©¬)����ĪŻ├┐ĒŚ(xi©żng)Äū║╬Š½Č╚Ą─Š▀¾w£y(c©©)┴┐ĘĮĘ©┐╔░┤JB2674-82ĪČĮī┘ŪąŽ„ÖC(j©®)┤▓Š½Č╚Öz£y(c©©)═©ätĪóJB4369-86ĪČöĄ(sh©┤)┐ž┼P╩Į▄ć┤▓Š½Č╚�ĪóJB/T8771.1-7-1998ĪČ╝ė╣żųąą─Öz“×(y©żn)Śl╝■ĪĘĄ╚ėąĻP(gu©Īn)ś╦(bi©Īo)£╩(zh©│n)Ą─ę¬Ū¾▀M(j©¼n)ąąŻ¼ęÓ┐╔░┤ÖC(j©®)┤▓│÷«a(ch©Żn)Ģr(sh©¬)Ą─Äū║╬Š½Č╚Öz£y(c©©)ĒŚ(xi©żng)┐┌ę¬Ū¾▀M(j©¼n)ąą�ĪŻÖC(j©®)┤▓Äū║╬Š½Č╚Ą─Öz£y(c©©)▒žĒÜį┌ÖC(j©®)┤▓Š½š{(di©żo)║¾ę╗┤╬ąį═Ļ│╔Ż¼▓╗į╩įSš{(di©żo)š¹ę╗┤╬Öz£y(c©©)ę╗┤╬����ĪŻę“?y©żn)ķÄū║╬Š½Č╚ėąą®Ē?xi©żng)╚š╩ŪŽÓ╗ź┬ō(li©ón)ŽĄŽÓ╗źė░ĒæĄ─ĪŻ═¼Ģr(sh©¬)�Ż¼▀Ćę¬ūóęŌÖz£y(c©©)╣żŠ▀║═£y(c©©)┴┐ĘĮĘ©įņ│╔Ą─š`▓Ņ�ĪŻ
2.2ÖC(j©®)┤▓Č©╬╗Š½Č╚Ą─Öz“×(y©żn)
öĄ(sh©┤)┐ž▐D(zhu©Żn)╦■ø_┤▓Č©╬╗Š½Č╚���Ż¼╩ŪųĖÖC(j©®)┤▓Ė„ū°ś╦(bi©Īo)▌Sį┌öĄ(sh©┤)┐žčbų├┐žųŲŽ┬▀\(y©┤n)äė(d©░ng)╦∙▀_(d©ó)ĄĮĄ─╬╗ų├Š½Č╚��ĪŻöĄ(sh©┤)┐žø_┤▓Ą─Č©╬╗Š½Č╚ų„ę¬Öz£y(c©©)ęįŽ┬ā╚(n©©i)╚▌Ż║
1)ų▒ŠĆ▀\(y©┤n)äė(d©░ng)Č©╬╗Š½Č╚
ų▒ŠĆ▀\(y©┤n)äė(d©░ng)Č©╬╗Š½Č╚ę╗░Ńį┌┐š▌dŚl╝■Ž┬£y(c©©)┴┐���Ż¼░┤ššć°ļHś╦(bi©Īo)£╩(zh©│n)æ¬(y©®ng)ęį╝ż╣Ō£y(c©©)┴┐×ķ£╩(zh©│n)Ż¼╚ńłD8-2╦∙╩Š����ĪŻ╚ń╣¹ø]ėą╝ż╣ŌĖ╔╔µāxŻ¼ī”(du©¼)ė┌ę╗░ŃĄ─ė├æ¶üĒšf�����Ż¼ę▓┐╔ęįė├ś╦(bi©Īo)£╩(zh©│n)┐╠Č╚│▀�Ż¼┼õęį╣ŌīW(xu©”)ūxöĄ(sh©┤)’@╬óńR▀M(j©¼n)ąą▒╚▌^£y(c©©)┴┐Ż¼╚ńłD8-2╦∙╩Š��ĪŻĄ½£y(c©©)┴┐āxĄ─Š½Č╚▒žĒÜ▒╚▒╗£y(c©©)Ą─Š½Č╚ę¬Ė▀1-2éĆ(g©©)Ą╚╝ē(j©¬)����ĪŻ
2)ų▒ŠĆ▀\(y©┤n)äė(d©░ng)ųžÅ═(f©┤)Č©╬╗Š½Č╚╩ŪĘ┤ė│▌S▀\(y©┤n)äė(d©░ng)ĘĆ(w©¦n)Č©ąįĄ─ę╗éĆ(g©©)╗∙▒ŠųĖś╦(bi©Īo)ĪŻī”(du©¼)ė┌ę╗░Ńė├æ¶ų╗ąĶ▀xō±ąą│╠Ą─ųąķg║═ā╔Č╦╚╬ęŌ╚²éĆ(g©©)³c(di©Żn)ū„×ķ┐┌ś╦(bi©Īo)╬╗ų├����Ż¼Ęųäeī”(du©¼)Ė„┐┌ś╦(bi©Īo)╬╗ų├Å─š²Īóžō(f©┤)ā╔éĆ(g©©)ĘĮŽ“▀M(j©¼n)ąą╬Õ┤╬Č©╬╗��ĪŻ
2.3öĄ(sh©┤)┐žø_┤▓ŪąŽ„Š½Č╚Öz“×(y©żn)
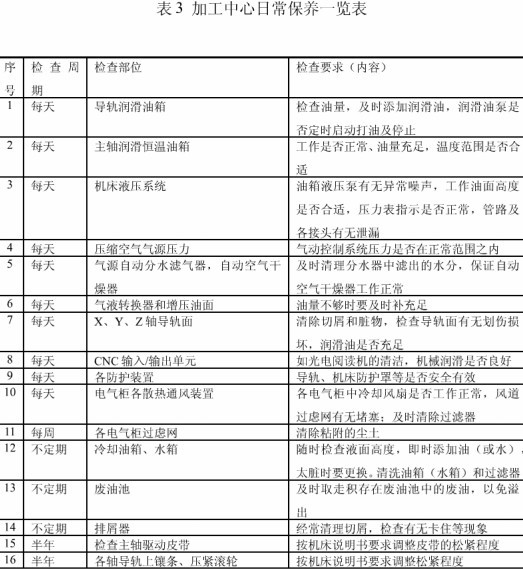
│Żė├Ą─öĄ(sh©┤)┐žÖC(j©®)┤▓ŪąŽ„Š½Č╚Öz£y(c©©)“×(y©żn)╩šā╚(n©©i)╚▌╚ń▒Ē2Ž┬ĖĮ╔Ž─│╝ė╣żųąą─╚š│Ż▒ŻB(y©Żng)ŠSūo(h©┤)Ż©▒Ē3Ż®�Ż¼ęį╣®ųŲėåėąĻP(gu©Īn)▒ŻB(y©Żng)ųŲČ╚Ģr(sh©¬)ģó┐╝ĪŻ
▒Ē3╝ė╣żųąą─╚š│Ż▒ŻB(y©Żng)ę╗ė[▒Ē