└¹ė├öĄ(sh©┤)┐žø_┤▓▀M(j©¼n)ąąØhūų╝ė╣ż
░l(f©Ī)▓╝š▀Ż║ū┐¢|ÖC(j©®)ąĄ ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2011/5/12 8:48:17
Øhūų╝ė╣ż╝╝ąg(sh©┤)Ą─蹊┐Š═╩Ū▀mæ¬(y©®ng)«ö(d©Īng)Ū░ć°ā╚(n©©i)╩ął÷ąĶŪ¾�����Ż¼×ķ╬ęć°ųąąĪŲ¾śI(y©©)čąųŲ▀m║Ž╬ęć°ć°Ūķ��ĪóŠ▀ėąūįų„ų¬ūR(sh©¬)«a(ch©Żn)ÖÓ(qu©ón)Ą─öĄ(sh©┤)┐žø_┤▓Øhūų╝ė╣ż▄ø╝■�ĪŻ▒Š╬─Ą─ų„ę¬čąŠ┐ā╚(n©©i)╚▌╩ŪĮ©┴óę╗éĆ(g©©)Ū·ŠĆūųą═╝ė╣ż▄ø╝■�Ż¼ęįØMūŃöĄ(sh©┤)┐žø_┤▓Ą─Øhūų╝ė╣żąĶę¬�����ĪŻ
─┐Ū░öĄ(sh©┤)┐žø_┤▓Ą─╝ė╣żłDą╬ę╗░Ń×ķłA┐ū�ĪóĘĮą╬┐ūĪóč³ą╬┐ū╝░Ė„ĘNą╬ĀŅĄ─Ū·ŠĆ▌å└¬Ą╚���Ż¼Ą½▀Ćø]ėąīŻķTĄ─ū„×ķØhūų╝ė╣żĄ─▄ø╝■��ĪŻļm╚╗öĄ(sh©┤)┐žĄ±┐╠ÖC(j©®)ęčĮø(j©®ng)┐╔ęį▀M(j©¼n)ąąØhūųĄ±┐╠�����Ż¼Ą½ė╔ė┌ø_┤▓║═Ą±┐╠ÖC(j©®)Š═Ųõ╣żū„ĘĮ╩Įėą║▄┤¾Ą─▓Ņäe���Ż¼╦∙ęįßśī”ø_┤▓Ą─Øhūų╝ė╣żėąŲõ╠ž╩ŌĄ─╣”─▄ąĶŪ¾��ĪŻį┌▄ø╝■ķ_░l(f©Ī)Ū░���Ż¼╩ūŽ╚ąĶę¬ī”▄ø╝■Ą─Øhūų╝ė╣ż╝╝ąg(sh©┤)▀M(j©¼n)ąąĘų╬÷Ż¼└ĒŪÕŲõ┼c¼F(xi©żn)ėą╝╝ąg(sh©┤)Ą─▓Ņäe�����Ż¼ßśī”öĄ(sh©┤)┐žø_┤▓Ą─╠ž³c(di©Żn)���Ż¼╠Ē╝ėŲõ¬Ü(d©▓)ėąĄ─╝╝ąg(sh©┤)��Ż¼╩╣ų«─▄ē“ØMūŃė├æ¶Ą─īŹ(sh©¬)ļHąĶŪ¾���ĪŻ
Øhūų╝ė╣ż╝╝ąg(sh©┤)Ęų╬÷
¼F(xi©żn)Ė∙ō■(j©┤)öĄ(sh©┤)┐žø_┤▓Ą─┤“┐ū╠ž³c(di©Żn)Ż¼ī”╗∙ė┌ø_┤▓Ą─Øhūų╝ė╣ż╝╝ąg(sh©┤)▀M(j©¼n)ąąĘų╬÷╚ńŽ┬Ż║
╩ūŽ╚�����Ż¼öĄ(sh©┤)┐žø_┤▓Ą─Øhūų╝ė╣ż╩Ūī”ØhūųĄ─▌å└¬▀M(j©¼n)ąą╝ė╣żŻ¼ę“┤╦▒žĒÜŽ╚īŹ(sh©¬)¼F(xi©żn)ØhūųĄ─▌å└¬╠ß╚Ī����ĪŻ└²╚ńŻ¼ØhūųĪ░┐┌ę╗╠ß╚Ī│÷üĒĄ─▌å└¬�Ż¼╩Ūā╔ŚlĘŌķ]Ū·ŠĆa║═bŻ¼ø_┤▓Ą─╝ė╣żīóßśī”a║═b▀M(j©¼n)
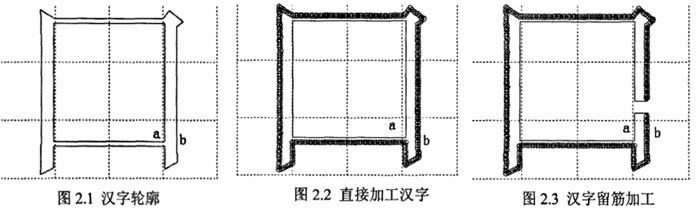
łD2.1Øhūų▌å└¬
Ųõ┤╬����Ż¼öĄ(sh©┤)┐žø_┤▓┤“┐ūĢr(sh©¬)Ģ■(hu©¼)īóø_┐ūø_Ą¶ĪŻ└²╚ń╔ŽłDĪ░┐┌Ī▒ūų����Ż¼╚ń╣¹ų▒Įė╝ė╣żŪ·ŠĆa║═bŻ¼ø_┤▓į┌ø_═Ļ▌å└¬b║¾���Ż¼aŪ·ŠĆ▀B═¼ā╚(n©©i)▓┐Ą─░ÕūėŠ═Ģ■(hu©¼)Ą¶┬õ�Ż¼╚ńłD2.2╦∙╩Š���ĪŻ
ę“┤╦Ż¼ąĶę¬īŹ(sh©¬)¼F(xi©żn)Øhūų┴¶ĮŅ�Ż¼▒▄├Ō▀@ę╗¼F(xi©żn)Ž¾ĪŻ╦∙ų^┴¶ĮŅ��Ż¼Š═╩Ūį┌Øhūų▌å└¬╔Ž┴¶Ž┬ę╗éĆ(g©©)╝Ü(x©¼)ąĪĄ─Ī░╚▒┐┌Ī▒Ż¼ĘQ×ķĪ░ĮŅĪ▒��Ż¼Ą╚▌å└¬ŠĆČ╝ø_═Ļ║¾��Ż¼į┘īó▀@ŚlĪ░ĮŅĪ▒Ū├Ą¶���ĪŻį┌Ī░┐┌Ī▒Ą─bŪ·ŠĆĄ─ėęĘĮ┴¶┴╦ę╗ŚlĮŅ�ĪŻ▀@śėaŪ·ŠĆ▀B═¼ā╚(n©©i)▓┐Ą─░ÕūėŠ═▓╗Ģ■(hu©¼)Ą¶┬õ�����Ż¼╚ńłD2.3╦∙╩Š�ĪŻ
łD2.3Øhūų┴¶ĮŅ╝ė╣ż
Ą┌╚²Ż¼öĄ(sh©┤)┐žø_┤▓ø_Ņ^┤“┐ūĢr(sh©¬)����Ż¼╦∙┴¶Ž┬Ą─▄ē█EŠ▀ėąę╗Č©Ą─īÆČ╚Ż¼╝┤ø_┤▓ø_Ņ^Ą─ų▒ÅĮ�����Ż¼╚ń╔ŽłD2.3╦∙╩Š�ĪŻę“┤╦īŹ(sh©¬)ļH╔ŽŻ¼ø_┤▓▀M(j©¼n)ąą┤“┐ūĄ─▄ē█Eæ¬(y©®ng)┼cØhūų▌å└¬Š▀ėąę╗Č©Ą─ŠÓļx�����ĪŻĘ±ätīóŲŲē─ØhūųĄ─ūųą╬ĪŻ═¼Ģr(sh©¬)�Ż¼Øhūų╝ė╣żĖ∙ō■(j©┤)Ųõė├═ŠĘų×ķó┘ūųĄ─╝ė╣żŻ¼╝┤╝ė╣ż┴¶Ž┬▌å└¬═Ļš¹Ą─ØhūųŻ║ó┌░ÕĄ─╝ė╣ż�Ż¼╝┤╝ė╣ż┴¶Ž┬▌å└¬═Ļš¹Ą─░ÕĪŻ╦∙ęįąĶę¬Ė∙ō■(j©┤)▀xō±Ą─╝ė╣żĘĮ╩Į��Ż¼ėŗ(j©¼)╦Ńø_┤▓īŹ(sh©¬)ļHĄ─╝ė╣ż▄ē█E����ĪŻ
į┘š▀Ż¼×ķ┴╦╠ßĖ▀ø_┤▓Ą─╝ė╣żą¦┬╩�Ż¼▒M┴┐┐s£pø_Ņ^Ą─ęŲäė(d©░ng)ŠÓļxę▓╩Ū║▄▒žę¬Ą─Ż¼ę“┤╦ąĶę¬ī”╝ė╣ż┬ĘÅĮ▀M(j©¼n)ąąā×(y©Łu)╗»�ĪŻ
ūŅ║¾Ż¼│╠ą“?q©▒)ó░čØhūų▐D(zhu©Żn)ōQ│╔öĄ(sh©┤)┐ž╝ė╣żĄ─G┤·┤a▌ö│÷�����ĪŻ
ųĄĄ├ę╗╠ߥ─╩Ū���Ż¼ė╔ė┌īŹ(sh©¬)ļHĄ─ąĶ꬯¼į┌Ė„éĆ(g©©)╣”─▄╠Ä╠ß╣®ą▐Ė─╣”─▄�Ż¼└²╚ń▌å└¬Ą─ą▐Ė─��Īóø_┐ūĄ─ą▐Ė─����Īó┴¶ĮŅĄ─ą▐Ė─╝░łDą╬Ę┼┐sĄ╚ę▓╩Ū║▄▒žę¬Ą─��ĪŻ

