���؛_����ҕ�����܈D�ξ���ϵ�y
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2010/12/17 10:31:52
���؛_����ҕ�����܈D�ξ���ϵ�y
�O╇��Թ� ��� �e��ٝ
ժҪᘌ����y�D�ξ���ϵ�y�о����c������x��ȱ�c�����_�l(f��)��һ���D�ξ����c���ؼӹ����漯����һ������؛_����ҕ������ϵ�y��B��ϵ�y�ĽM�ɽY�������õ�����Ҫ���g����(ji��)��ҕ�����g������ʹ�Ô��؈D�ξ��̸��Ӹ�Ч��ֱ�^.
�P�I�~������������D�ξ��̣��k���������_�����������ҕ�����̖TP 39L 73
���y�������D���_���D�ξ���ϵ�y�˶��ԈD�ν�����ʽ���ɔ��س�������Ȼ�����ɔ��ؼӹ���������M�з�������D�ξ��̳����c�������ͨ�����������ģ�K���]���������F��Ҋ�����õĿ�ҕ�������������˾���Ч�ʻ����@�N��r��ᘌ����؛_������MA P-1000ϵ�y��������������_�l(f��)��һ��ҕ���D�ξ���ϵ�y�����������ָ��̺ʹ��a����z����һ��������������ڵ����x���������a���ɵȷ������F��һ�������ܻ�.
1 ��ҕ���D�ξ���ϵ�y�ĽY��
��ҕ���D�ξ���ϵ�y���ھS�L�D��ϵ�y������ҕ������ָ��ţ��ϵ�y����������ָ�(y��u)��ϵ�y�����ֽM��
1.1 ���S�o�D��ϵ�y
��ҕ������ϵ�y�������_�l(f��)�Ķ��SCADܛ��ϵ�y����S�L�D����ģ�K������������L��ֱ������A��������(���Θӗl��B�ӗl)�Ȼ�С�L�D�������������߀���Ќ��R�������c�ӑB(t��i)������������Ƅ�����������������R��ȸ�����ϵ�y��ֱ������ʼ�c���˺ͽK�c���˶��x��������A���ɈA������������c���ˡ��K�c���˺������־�����Ϣ���x���
1.2��ҕ������ָ������ϵ�y
��ҕ������ָ������ϵ�y���������x��ģ�K��ָ������ģ�K�����ָ�ģ�K�������
�����x��ģ�K�Ĺ����Ǐ�ϵ�y���ߎ����x�����m�ļӹ�����ϵ�y�ĵ��ߎ��Ԕ����x����ʽ����ڴűP�������������ļ��еĵ���ӛ䛰��������Π�����������߳ߴ��������������������߾�̖�ȃ���ϵ�y��ָ��ţ���^���и�����ͬ���ߵ���������ߴ����Ϣ�{�ò�ͬ��̎�������Ñ����x�ĵ�����Ϣ��ģ�B(t��i)�����������x�ߵą�����Ϣһֱ�����ڃȴ���ֱ���Ñ��x����һ�ѵ��߶�������Q��ֹ������
ָ������ģ�K��������ʽ�IJ�ͬ�ɷ֞����������һ���ֱ��ʰȡ���S�D�Δ�����Ϣ��Ȼ�����ɼӹ�ԓ�D�εĔ��ش��a��������@��ܰ������_ָ�����]�^(q��)������_ָ��ֱ߅��A�����_���A����һ����Ñ�ֱ���Խ�����ʽָ���ӹ�λ�úͼӹ���������Ȼ��ֱ�����ɔ��ش��a��������@Ĺ����У���ָ���ĵ��ߛ_�ס�ָ���A�ĺͰ돽�_���A������_����еȹ��ܡ�
1. 3����ָ�(y��u)��ϵ�y
ԓϵ�y�܌������ɵĔ���ָ����������M�������̓�(y��u)��������p�ٲ���Ҫ�ēQ���r�g������ߔ��س���ļӹ�Ч��
2 ��ҕ���D�ξ���ϵ�y���P�I���g
2.1 ���SCAD�D�ε�̎��
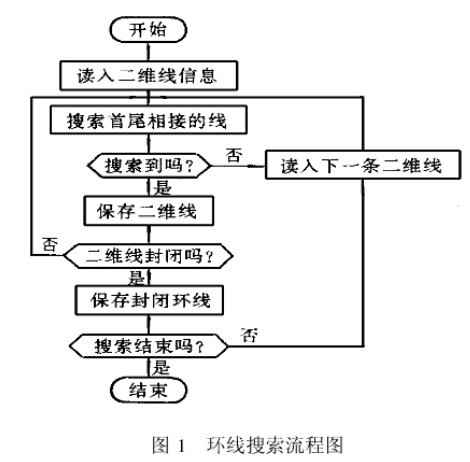
���SCAD�D���еĈD���L�Ʒ�����һ���ܱ��C���D����������β����γɷ��]�ĭh(hu��n)��������ڔ��ؼӹ����a���ɕr��Ҫ���D���еĭh(hu��n)�����x��������������ӹ������߅�����CAD�D��̎���ĵ�һ��Ҫ���xɢ�Ķ��S�������ɰ��Ⱥ������β��ӵĭh(hu��n)����������������D1��ʾ
�����Mһ���^(q��)�e��߅��̓�߅��������x��߅��h(hu��n)������rᘷ����������߅��h(hu��n)����형rᘷ��������������h(hu��n)���rֻ���]�˭h(hu��n)����β��ӣ���δ���]�h(hu��n)�������������ڭh(hu��n)��������ɺ�Ҫ���h(hu��n)���ķ������Mһ�����{�����ʹ�������߅��̓�߅��ĭh(hu��n)���x�����ڭh(hu��n)��߅�����|����߅�����߅�磩���Д���ñ��^�����еķ������F���������h(hu��n)���ķ�����rᘻ�형rᘣ��Д����Ӌ��������e�ķ������.
2 2 �D�ξ���ϵ�y�Ŀ�ҕ��
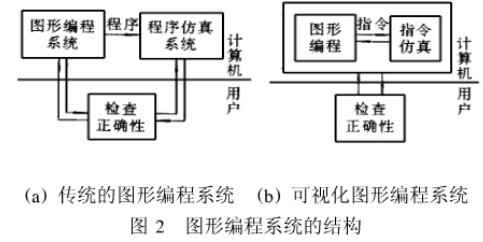
���y�ĈD�ξ���ϵ�y��ָ������ϵ�y���cָ�����ϵ�y֮�g���Q�Ĕ���ͨ�����������س�����������乤��������D2 (a)��ʾ�����@�N�����c����������С����ɽ����˾���Ч�ʱ��IJ����ˈD2(b)��ʾ�ġ����С��������̽Y���������D�ξ���ϵ�y(a)���y�ĈD�ξ���ϵ�y (b)��ҕ���D�ξ���ϵ�y���c�������֮�g�Ľ��Q������Ηlָ��������@�N�����С��Y���ļ���ʹ����ָ���c��ҕ���D��֮�g���F�ˌ��r���p���P�������D�ε��L�ƻ�ָ����ĕ��քe������������ָ����ҕ���D�εĸ�׃������Ñ����ԓ��˼��r�l(f��)�F�e�`�����Ը���������Ķ�����˾���Ч������
2 3 �D�ξ���ϵ�y�����ܻ�
2 3 1 ����ָ�������^�̵����ܻ�
�ڲ�ָ���ӹ����ߵ���r�����ϵ�y����һ����Ҏ(gu��)�t�Ԅӵ؏ĵ��ߎ����x����m�ĵ�������ӹ����������ڛ_���οוr�����x�ߵĿ��wҎ(gu��)�t�ǣ������ڵ��ߎ��������Π�������c�_��߅����ȫһ�µĵ������������ҵ��tһ�Λ_������ɼӹ����������ڵ��ߎ��Ќ����c�ӹ��Ȍ��ȵ������������ҵ��tһ�β��M�_������ɼӹ�������������С������ӽ��ڱ��ӹ��� 2/3���ȵĵ��ߞ�ӹ����ߣ�ͨ�^�ɴβ��M�_����ɼӹ����R�e�_��߅���Π�r����������ͨ�^������ȡ�����߅���Π���г�ȡ������������Ȼ��������ģ�K�ó��P��߅���Π�e�ĽYՓ�������߅���Π�e�ĽYՓ���������Ρ��A�������ɶ˞��A�����L�����������β�������耳�
�ڈD�ξ��̕r��ϵ�y�ܸ����������������ӹ��Π�������Ԅӵ؏Ĺ�ˇ���������x���M�o�������ٶȵȹ�ˇ�����ڈD�ξ����^���������ϵ�y�����Єe�����^�̵ĺ����ԣ����箔�L�ƵĿױ����x�ĵ���߀ˣС�r���ϵ�y���oɽ��ʾ�������
2 3 2���س���(y��u)���^�̵����ܻ�
���˙C�D�ν�����ʽ���ɔ��ش��a���^��������������ӹ��^�̵Ĵ���]���e��Ҫ����������@ʹ�ñ���������һ�ѵ��ӹ���ɵĹ����ܿ��ܱ����䵽�����������ļӹ��^������������������˲���Ҫ�ēQ���r�g��ʹ�Ô��ش��a�ļӹ�Ч�ʽ������������������ɵĴ��a����������ϵ�yǰҪ�������M�Ѓ�(y��u)�����������Ԝp�ٓQ�����o���r�g
�ڈD�ν������������ɵļӹ����a����������н^������ָ��������Ҳ����������ָ��.���ڌ�����ָ��cָ���(zh��)�е��Ⱥ�������P����������ָ��ă�(y��u)�������x�ܿ��ܕ���׃ָ��Ĉ�(zh��)�д���������������ڃ�(y��u)�����ش��aǰ����Ҫ�����a�е���������ָ���D����ȃr�Ľ^������ָ����������ָ��Ľ^����ͨ�^ϵ�y������ָ���̓�M��(zh��)�Ќ��F���ָ����̓�M��(zh��)�Еr��Ӌ���ÿһ�l����ָ��ӹ�λ�õĽ^�����ˣ�Ȼ���Mһ�����䷭�g�ɵȃr�Ľ^������ָ��س���ă�(y��u)���^�̷֞�ɲ���������ͬ�����ָ���������h���؏͵ēQ��ָ��������ϲ��ӹ�ָ�����ָ�(y��u)����ɺ������{�ÿ�ҕ����ጳ����@ʾ��(y��u)�����µĵ���܉�E��_��λ��������ԙz�郞(y��u)���Y�������_�ԡ�

