��(y��ng)�Ô�(sh��)�؛_���_�В��タ����ķ���
�l(f��)���ߣ��|�C(j��)е �l(f��)���r�g��2011/1/30 8:19:30
ժ Ҫ
������Ҫ��B����Α�(y��ng)�Ï��ձ�AMADA��˾���M(j��n)����(sh��)�؛_���_�мӹ���钁���(zh��n)������ķ����������ɰ��@һ�����ƏV��(y��ng)�õ�?j��ng)_�������������������
�P(gu��n)�I�~����(sh��)�؛_��;BASIC�Z��
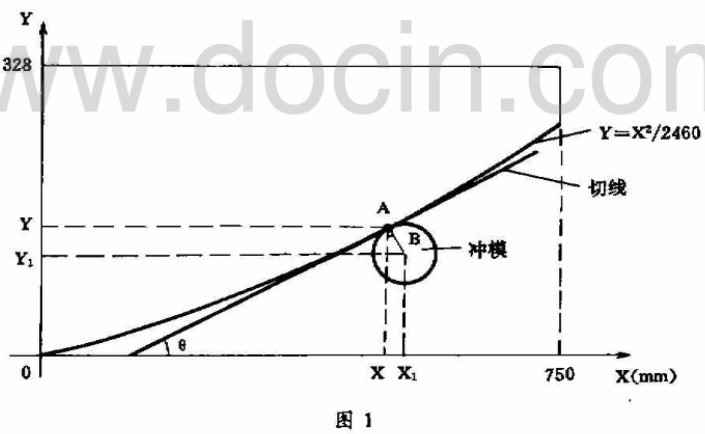
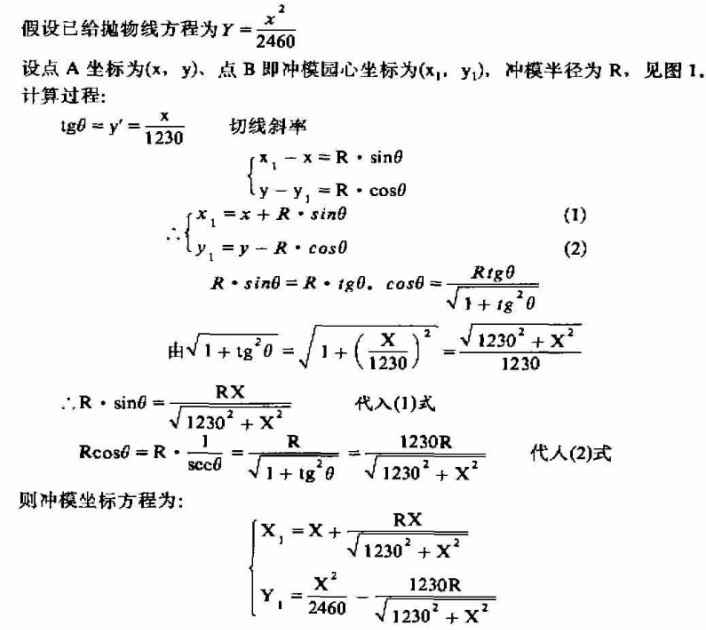
һ�����ǰ��
���ڔ�(sh��)�؛_�����̙C(j��)�ľ��������ޣ����߂�_�В��タ݆���ľ�ָ���������Լ�ʹ�o�˒��タ���̵����P(gu��n)��(sh��)��(j��)�����Ҳ����ͨ�^���̙C(j��)��һ�lָ�����ɛ_���΄�(w��)����������(sh��)�؛_�D(zhu��n)�����_�мӹ�ԭ�����\(y��n)�Û_ģ��һ��ֱ������(bi��o)ϵ����ɛ_���΄�(w��)�����ֻҪ�o��һ������(bi��o)ֵ���_���͈�(zh��)��һ�Λ_���΄�(w��)����������(j��)�@��ԭ�����Ϳ��\(y��n)���ѽo�Ē��タ���̣�����_ģ���Ƅ�܉�E������(bi��o)���������������_ģ�_�е�ÿ������(bi��o)ֵ������ھ��̙C(j��)�ǂ����ÙC(j��)��������ڙC(j��)���M(j��n)�й�ʽ�\(y��n)�㣬����Ҫ������Ӌ��C(j��)�����������һ��BASIC�Z�Գ���Ӌ����_ģ��ÿ������(bi��o)ֵ���Ȼ����@Щ����(bi��o)ֵ���˔�(sh��)�ؾ��̙C(j��)�����һ�����ó���������������������_����(zh��)�Л_���΄�(w��)�ˣ�
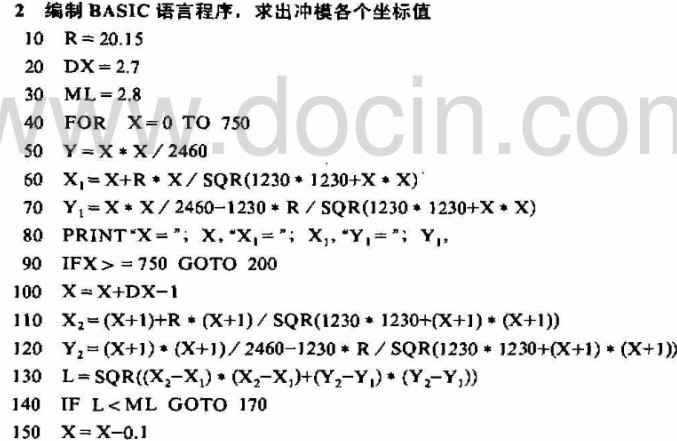
1��������_ģ����(bi��o)����
�����������w����
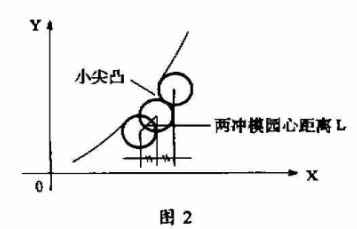
���@�������У���10�l��_ģ�돽����30�l��_ģÿ���ƄӾ��x��������60��70�l��_ģijһ�Λ_�Еr������(bi��o)λ��������110������120�l��_ģ��һ�Λ_�Еr������(bi��o)λ����������130������140�l�ǿ��ƛ_ģÿ���Ƅӵľ��xС��2.8mm���@�����Ђ���(y��u)�c(di��n)�����Ա��C�ڒ��タ���g��2.8mm�ĸ����c(di��n)���ܛ_�е��������������ƛ_ģX�Sÿ���Ƅ���ͬ���x��Ԓ������п����������^���IJ�����Щ�c(di��n)�_�в�����������һ��С�����������D2��ʾ�����ڱ��������ѽo�Ē��タ���̿�֪����@�l���タ�^ƽ̹�������ʹ���ƛ_ģX�Sÿ���ƄӾ��x��2.7mm���Ҳ�����l(f��)������С����r��
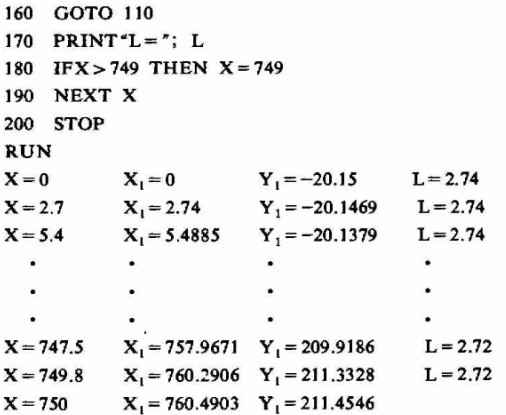
3���Ɣ�(sh��)�؛_�г���
����(j��)����Ӌ�������ÿ���_ģ����(bi��o)ֵ(X1������Y1>����һ�����ó�����������Ϳ���(sh��)�؛_����(zh��)�Л_���΄�(w��)��
���w�������£�
G92X1830. Y1525. ���_���ӹ�������
G93X40. Y100 �����タԭ�c(di��n)λ�ã�
G90X0 Y-20.15 T246���כ_�c(di��n)��G90�鶨λָ�
G90X2.74 Y-20.15
G90X5.49 Y-20.14������С��(sh��)�c(di��n)����Ч��(sh��)�փ�λ��
G90X757.97 Y209.92
G90X760.29 Y211.33
G90X760.49 Y211.45
G72G90XOYO
G661328.J90,P110.4Ql0.1D - 0.4T237}��߅��
Gl2G90XOY328.
G661750.JO.P100.4Q8.1D-0.3T201
G72G90X750.Y328*
G661100.J-90.P50.3Q5.1D -0.4T246
����������Y(ji��)���Z
ͨ�^�@�Λ_�В��タ����Č��`������Եó�һ���Y(ji��)Փ�������������������ڔ�(sh��)�؛_���ϛ_�У�ֻҪ����һ��ͨ�ó����������Ӌ����_ģÿ�Λ_�е�����(bi��o)ֵ�������پ���һ����(sh��)�،��ó��������������
ͨ�ó������£�
10 LET R= 20.15��ģ�Ӱ돽��
20 DX=2.7
30 ML-2.8 ���_ģ�Ƅ��g�ࣩ
40 FOR X=O TO A STEP l(O��A����ӹ�����)
50 Y=f(x) ���������̣�
60 Xi=f-(X) �_ģ����(bi��o)����(sh��)
70 Yl=rz(x)
80 PRINT"X-��;X,.X1=��;X1,.Y1=��:Y1,
90 IFX> -A GOT0 200
100 X=X+DX-l
11O Xi=fIl(X+I) ���_ģX�S����(bi��o)������
120 Yz=fzz(X+1)
130 1= SQR((z-X1)f 2+(Y2-Y1)t2)
140 IF L< ML GOT0 170
150 X;X-O��1
160 GOT0 110
170 PRJNT����L��������L
180 IF X>A-I THEN X=A-1
190 NEXT X
200 STOP

