��(sh��)��ϵ�y(t��ng)�Ĕ�(sh��)��(j��)��
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2011/9/2 9:24:11
��(sh��)��ϵ�y(t��ng)�����c�Dz����߿��Ԍ�Ҫ�ӹ�������Գ���ķ�ʽ�M����������ݔ�뵽��(sh��)��ϵ
�y(t��ng)�������������������DIN�ʺ�ISO�˜����������ֱ����C01��ʾ���형rᘈA����C02��ʾ���
��rᘈA����C03��ʾ��������Ô�(sh��)�ؾ��̘˜ʴ��a�������Ĺ����ӹ��^�̷Q������ӹ��������
��(sh��)��ϵ�y(t��ng)������ӹ�����惦�ڳ���惦������������Ӻ����������(sh��)��ϵ�y(t��ng)�Ĕ�(sh��)��(j��)̎��ܛ������
���惦���е�����ӹ������M���g�a����g�a��ij���������(sh��)�؛_���O(sh��)����A(y��)�x���_�惦���������(sh��)��ϵ�y(t��ng)�Ĵ��a�����A(y��)�x���_�惦�����x���g�a�õ�����ӹ������������Ȼ���M�в��aӋ��������Ӌ���܉�E�ϵ�λ��������(sh��)��ϵ�y(t��ng)���aԭ��������ֱ�����a�������A�����a�ȣ���Щ��(sh��)��ϵ�y(t��ng)߀�����ṩ�ӗl���a����������ʽ���a���������a�Ȳ��a�������ɲ��a�����ɵ�λ��ָ��͵�λ�ÿ������M��λ���{(di��o)��(ji��)�����������λ�ÿ���������(j��)���a���o����λ�ÿ���ָ���Լ��ŷ�늙C�y��ϵ�y(t��ng)�y�õČ��Hλ��������������ٶ���̖�͵��ŷ��(q��)���������ŷ��(q��)������K�����ŷ�늙C��ָ��λ�÷����\������
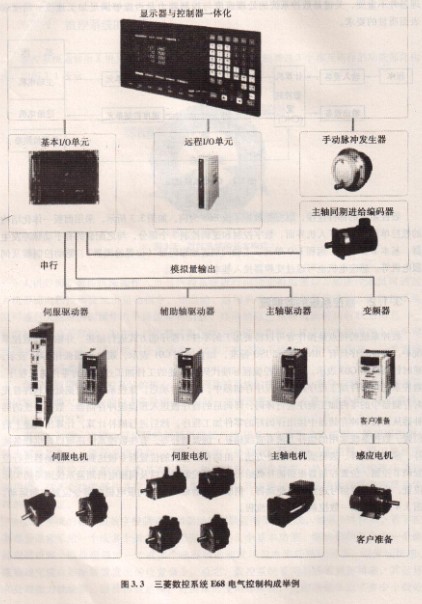
�D3 4��ʾ��ijһ��(sh��)��ϵ�y(t��ng)�Ĕ�(sh��)��(j��)��������