��(sh��)�؛_�����S��ͣ�b��
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2012/12/10 8:33:45
�ԄӓQ���r�������ϵ��I��Ҫ�������S�Ķ����I��������ˣ����Sÿ��ͣ�D��횜ʴ_��ͣ��ijһ�̶�λ�����������@��Ҫ�����S���Мʴ_����λ�Ĺ��ܡ��ڼӹ��������˿וr�����������ÿ�ζ��������S�̶��ĈA��λ�����b�����������˿��Ա��C�����c���S����λ�õ�һ�����������Ķ���߿������_��������@�����S��ͣ�b�õ���һ��(y��u)�c���@�Nʹ���S�ʴ_��ֹͣ��ijһλ���ϵ��b�÷Q���S��ͣ�b��������
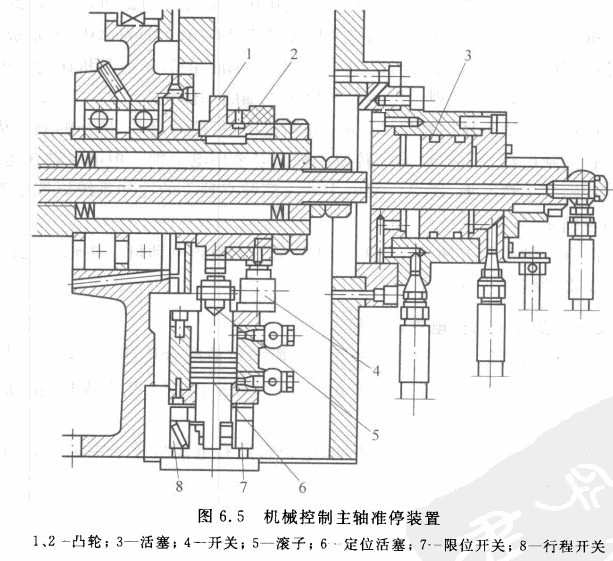
1.�Cе���Ƶ����S��ͣ�b��
���ÙCе���Ƶ����S��ͣ�b�ö�����^�ɿ������_������Y�����s����D6.5��ʾ������S��ͣ�b���O�����Sβ�ˣ������S��Ҫͣ܇�Q���r�����l(f��)��������̖���������S���ԄӸ�׃����·������ʹ���S�Q�������\�D������r�g�^����ӕr��(sh��)�������_ʼ��ͨ�o�|�c�_�P4���������݆2�ϵĸБ�Ƭ���ʟo�|�c�_�P�r���l(f��)����ͣ��̖����������Д���늄әC�Դ�������Ó�_�c���S�Ă���(li��n)ϵ���������������ϵ�y(t��ng)�д����D����đT�Ԍ����S��ͣ��Ӱ푣�ʹ���S�����ٿ��D�����ٽ�(j��ng)�^�r�g�^����Ķ̕��ӕr������ͨҺ����������ʹ��λ����6���Ӷ�λ�L��5�����\�ӣ������o��݆1����������������S����݆l�����D�����ϵ�V�βی��ʝL��5�r������L���M��ۃ������ʹ���S�ʴ_ֹͣ���ͬ�r��λ�_�P7�l(f��)����̖�����ʾ����ɜ�ͣ�������Ҏ(gu��)���ĕr�g����λ�_�P7δ�l(f��)����ɜ�ͣ��̖���������ʾ�L��5�]���M��V�β�����@�r�r�g�^����l(f��)�����¶�λ��̖������؏�����������ֱ����ɜʴ_ֹͣ������Ȼ��λ����6�˻ص�ጷ�λ�������г��_�P8�l(f��)����������̖����
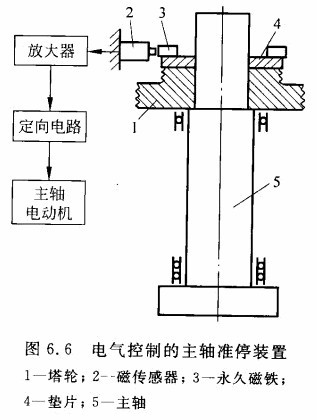
2.늚���Ƶ����S��ͣ�b��
�@�N��ͣ�b����D6. 6��ʾ����������b�����S�ϵĴ��Ԃ���������λ�÷���Ԫ��������ݔ����̖�����ʹ���S�ʴ_ͣ��Ҏ(gu��)��λ���ϡ��˷N�b�ò���Ҫ�Cе������������ɿ��Ըߣ���ͣ�r�g��������ֻ�躆�εď�������ƣ������^�ߵľ��Ⱥ̈́�����������Ŀǰ�ӹ������ձ���õ�늿�ͣ�b�á�
�ڂ������S���D����݆1�Ķ������b��һ��ԭ�|Ƭ4����|Ƭ�����b��һ���w�e��С�����ô��F3�������S�����w���������S��ͣ��λ������������b�дł�����2����������(sh��)�؛_����Ҫͣ܇�Q���r����(sh��)���b�ðl(f��)�����Sͣ�Dָ�����������S늄әC�������٣������S5������D�����D���َ��D������������ô��F3���ʴł�����2�r�����߰l(f��)���ʈD6. 6늚���Ƶ����S��ͣ�b��ͣ��̖�������̖��(j��ng)�Ŵ���ɶ����·�������S늄әC�ʴ_��ֹͣ��Ҏ(gu��)��������λ�������