��(sh��)�؛_���������șz�y
�l(f��)���ߣ��|�Cе �l(f��)���r�g��2012/5/25 8:25:40
��(sh��)�؛_���������șz�y���|(zh��)���nj���(sh��)�؛_�����ξ����c��λ�����������l���µ�һ헾C���u�С�һ���f�������M���������șz��ļӹ������dž�헼ӹ���ӹ�һ���˜ʵľC����ԇ�����Ŀǰ����(n��i)���Ԇ�헼ӹ����������ڼӹ�����������Ҫ�Ć�헾�����:
���R����:�ڶ����R���R��ƽ��ľ���(X-yƽ��);���R�Ŀྫ�ȺͿ���ɢ��:��ֱ���R������;��б����������:�ވA���R�����������������Pʽ��(sh��)�؛_����߀�����w���^�R��ͬ�Ķ�:ˮƽ�D(zhu��n)�_���D(zhu��n)90������R�ķ��ӹ��������
��������ĸ�Ч��(sh��)�؛_����߀Ҫ����λ�r�g��(n��i)������������ԇ��������������ӹ�ԇ���ϳ�����Ҫ��֮�������һ�㶼��1���T�F����ʹ��Ӳ�|(zh��)�Ͻ���������˜ʵ���������������
�I����ԇ���D1-30 (a)��ʾ�����@���(sh��)�؛_�������c�����rʹ�õ������������������߲��ϡ��������ߵĎνǶȵȶ���һ���P(gu��n)ϵ��������������Ҫ�Ǚz�y��(sh��)�؛_�����S���\�Ӿ��ȼ������ߵ��r��ƽ��(w��n)�ԡ��ڬF(xi��n)����(sh��)�ؔ�(sh��)�؛_����������S���b���и߾��Ȏ���ؓ�ɵijɽM�L���S��������M�o�ŷ�ϵ�y(t��ng)����Ħ����(sh��)С���`���ȸߵ���܉�������`���ȵ��(q��)�Ӳ����������@헾���һ�㶼���Ɇ��}�������
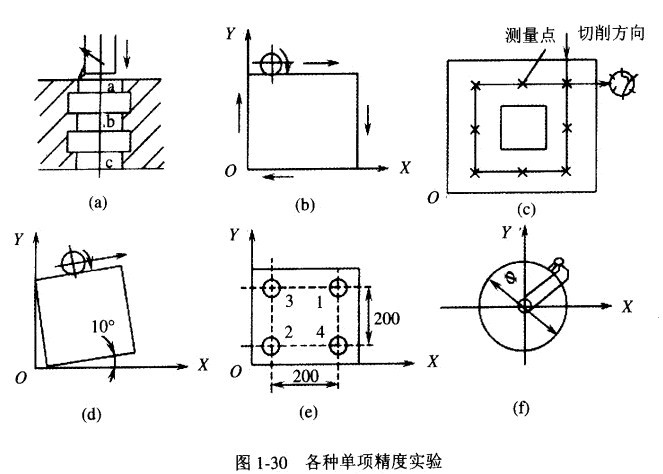
�����R���R��ƽ�澫����Ҫ��ӳX�S��Y�S���S�\�ӵ�ƽ��ȼ����S���ľ���X-y�\��ƽ��Ĵ�ֱ��(ֱ�����A���ϱ��F(xi��n))�����һ�㾫�ȵĔ�(sh��)�ؔ�(sh��)�؛_������ƽ��Ⱥ��A�ݲ���0.01 mm�������������D1-30 (b)��ʾ��ʾ���Ƕ�����R�����Jƽ��ķ���ʾ��D�������
�F�Ŀྫ�ȺͿ���ɢ�șz����D1-30(c)��ʾ�������Կ����Ƅ��M�o��λ���H�Ă��ף��y������λ�õ�X���˺�Y���˵�����ֵ��������Ԍ��yֵ��ָ��ֵ֮��ĸ���ֵ����ྫ�Ȝy��ֵ�����Ǿ�����Ŀ��ɸ����˷��������ֵ��(j��ng)Ӌ����û���ײ�����Ͼo�ܵęz����S����������ǧ�ֳߜy�����Ǿ����x��������ɢ�Ȅtͨ�^��ͬһ����Ϝy������X���˷����Y���˷����ֱ�������ֵ��������һ�㔵(sh��)�ؔ�(sh��)�؛_��X�������Y���˷���Ŀྫ�Ȟ�0.02mm.���Ǿ�����ྫ�Ȟ�0.03mm.����ɢ�Ȟ�0.015mm�������
ֱ�����g�����ȵęz��ɰ�����D1-30 (d)��ʾ�M�����x���Y���˷քe�M�o�������R����(c��)�о���������߅;�y����߅�Ĵ�ֱ����������߅ƽ�жȡ���߅��ֱ�Ⱥ͌�߅���x�ߴ������@헾�����Ҫ���˔�(sh��)�؛_��������?q��)�܉�\�ӵĎξ��ȡ�
б�X�������șz���������R����(c��)�о��R������߅����D1-30 (e)��ʾ�������ͨ�^ͬ�r����X������Y�ɂ����ˁ팍�F(xi��n)��:����ԓ���ȿ��Է�ӳ���Sֱ�����a�\�ӵ�Ʒ�|(zh��)��������M���@헾��șz��r���Еr���l(f��)�F(xi��n)�ڼӹ�����(��ֱ��߅��)���F(xi��n)һ߅��-߅ϡ�ĺ���Ҏ(gu��)�ɵėl�y�������@�����ڃ��S(li��n)�ӕr��������һ�S�M�o�ٶȲ�������ɵ��������@�N��r����ͨ�^���{(di��o)ԓ�S���ٶȿ��ƺ�λ�ÿ��ƻ�·����Q���ٔ�(sh��)��r�����Ҳ����������ؓ�d׃����������ɵģ��猧܉����������������(sh��)�؛_����܉���o�岻����Ħ����λ�Ùz�y����Ԫ�����Ӳ������Ҳ����������l�y��
�A���������șz�y��D1-30(f)��ʾ�������������R����(c��)�о��R��A����������Ȼ���ڈA�ȃx�Ϝy���A���ľ�������ڈAԇ���y���г���������D1-31��ʾ����r�������ɰ�A�eλ�ĈD��һ������һ�����˻�ɂ����˵ķ���ʧ������ɵ��������@�N��r����ͨ�^�m��?sh��)ظ�׃�?sh��)��ϵ�y(t��ng)ʧ�������a��ֵ�����{(di��o)ԓ���˵Ă���朁���Q�������F(xi��n)б�E�A�t�����ڃ����ˌ��Hϵ�y(t��ng)�`�����ɵ��������@�N��r����ͨ�^�m��?sh��)��{(di��o)���ٶȷ��������λ�íh(hu��n)����õ�������


